
动画完成期间计算应用媒体力
似完全设置振动碗将在不同时间循环中完成相同部件负载论文提供新技术,通过测量对零件应用力,更好地预测运算符将产生什么效率控制精化周期的效率和速度
#surfin#研究
共享
威廉P内比洛*
REM化学公司
南京顿州康涅狄格州
编辑注解 :2016年6月6日在内华达州拉斯维加斯NASF SUR/FIN2016发布可打印式PDF版本可点击来.
特征内容



ABSTRACT ABSTRACT
尽管自觉试图均衡振动变量,如碗放大、滚动角、媒体种类、媒体容量、部分加载、流程液集中率和流速率等,但似乎完全相同的振动碗仍然会在不同时间周期完成相同的部件负载。为什么会这样呢?论文将探索这一现象。技术介绍允许运算符捕捉非典型操作特征后引入公式允许运算符应用新数据计算媒体实际应用到部件的强度作用效率应用 振荡整理 控制精化周期的效率和速度
振动力是什么
振荡式碗处理期间,碗操作通道转换成流水化介质床脉冲介质工具用于拆卸或擦除安装机部件
牛顿二法部分预测F=ma中变量m等值质量一号写在论文上m将被视为媒体在中间通道上方的权重
变量变异a/等值质量加速一号换句话说,加速媒体质量对部分表面应用更大的整洁力,而比起慢移动等量媒体公式化F=ma将纳入新公式,本文件稍后介绍当可测量过程变量插入新公式时,可计算出对显性、完全操作电动碗间效率差的更好理解
质量如何m确定性
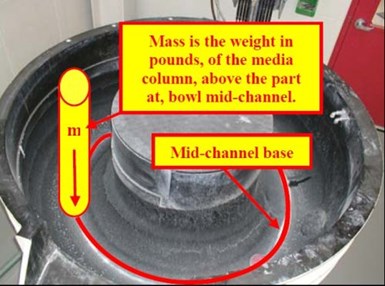
图1质量即介质列对中道碗底部部分的权重
质量最易判断变量,在本论文中,它被视为介质列的权重,按磅计算,高于中间通道段上方,如Fig显示开工
重力受下列因素影响:
- 可用感应碗信道深度
- 微分引导媒体深度减低
- 权值密度媒体使用
所有类型振荡媒体都受媒体损耗影响路由时段传递一定比例媒体因摩擦磨损而失传排水流流中小马群退出碗45 600微镜式显示 每种介质量逐小时下降5,6媒体损耗最显著,因为媒体高度随时间推移下降
媒体量下降时,媒体权值上方部分也下降时,Fig显示二叉
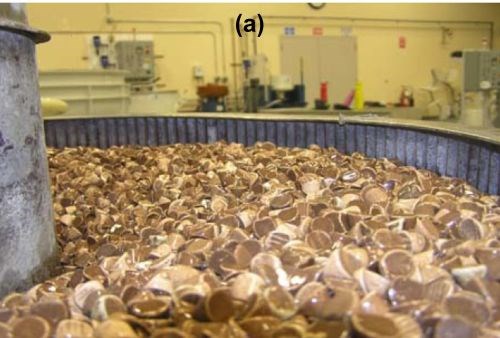
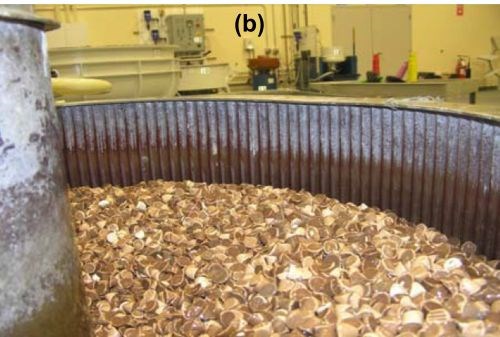
图2-动画碗图片a)碗中媒体的适当深度和b)媒体深度过低因自然减员6
图2(a)显示适当加载电波碗通道6通道深度为10内含10媒体正确加载允许最优机器性能比媒体体积。图2(b)显示连续运行而不添加媒体后相同的气波碗。媒体深度目前只测量6次,带4次媒体损耗约40%的媒体量现在缺失。结果上列媒体权重相应下降。如果Fig媒体权值下降2(b)输入公式F=ma下方强度F级媒体列上可应用部分也减少应用量 。 少应用力表示完成相同量工作需要更多时间
表1媒体对比表
振荡式整理使用媒体的种类取决于对零件期望完成的要求和操作速度(表1)。5,6
高密度非损耗介质通常用于加速化硬化钢部件5,6研磨陶瓷介质通常用于泛式拆解,光密度、塑料介质用于尽量减少介质对铝、黄铜、铜和锌等冶金软金属的损耗
脉冲碗按体积移位出售 。 典型地说, 大容量机有深度通道并会持有更多量媒体 。 如果我们检查下方小区, 带深通道的机器会在同一区上方保持更高层媒体量列 。 更多媒体量表示更多量媒体m.质量越大,部分表面应用的强度越大。举一例看潜艇3级越深潜水,水压越强船体,因为上方水量越多


图3近表层水量小于船体上方,因为海底水柱几乎不存在深水潜水艇船体有相当大水量,因为上方水柱宽广
质量滚动速度
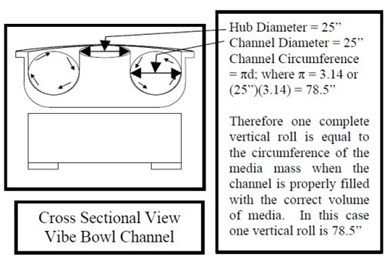
图4- 这是45平方公尺3维布拉托碗能保持36平方公尺3宽通道25度 垂直滚动78.5度 或25度直径圆圈25度3 6
批量滚动速度可测量为段间间行距 。 距离越远,分钟间行距越多, 分钟内工作越多, 因为媒体更常联系3振荡碗大规模运动同时接受二平面运动垂直滚动横向滑动3 6垂直滚动显示Fig4级
垂直滚动为圆形环形,通道宽度为圆形直径3 6电波碗通道适当加载介质将产生最大环绕值。当媒体水平因自然减值低时,圆形直径小,所产生环绕值短,质量滚动距离也短。水平滑动一次需要距离打盘通道(Fig)5
计算质量速度
使用垂直滚动横向滑动描述的环形信息,可计算质量速度为处理时间分钟间距离部件行程。完成计算对后算应用介质力很重要
举个例子,让我们假设部分置入45平方公尺3维布拉托盘每圈垂直滚动四圈60秒内完成此动作。此运动显示在Fig中7
可计算部件速度或距离/分钟如下:
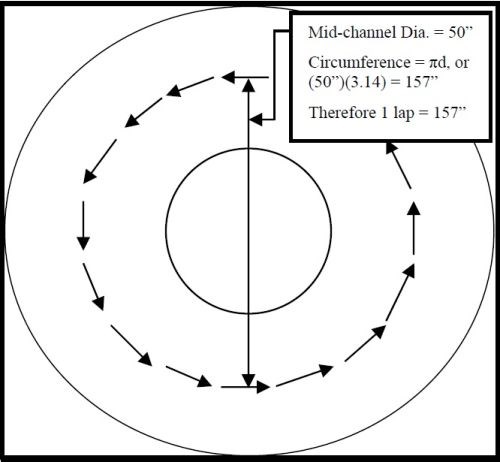
图5高空视图3动画碗显示Fig4插图横向滑动概念
图5显示虚圆双切工作台。此圈平均水平距离显示为半时间段外半时间段和半时间段内半时间段。水平距离计算为157。垂直滚动和横向滑动结果组合Fig显示的螺旋滚动模式6级
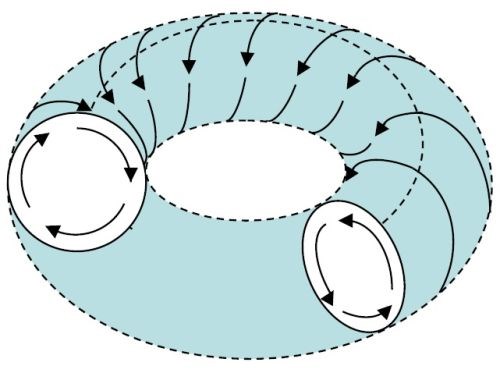
图6垂直滚动和横向滑动并发6
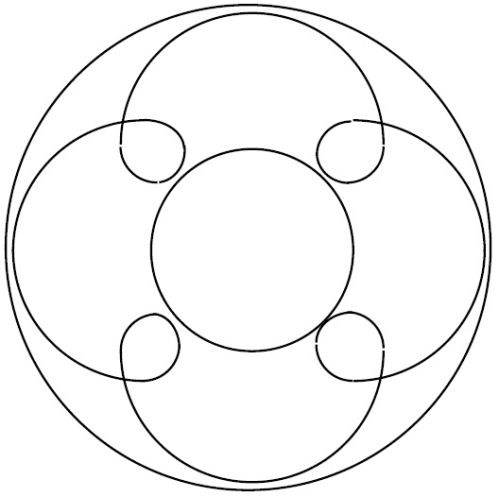
图7螺旋运动模式为60秒内每圈四垂直滚动
投影部分接触区
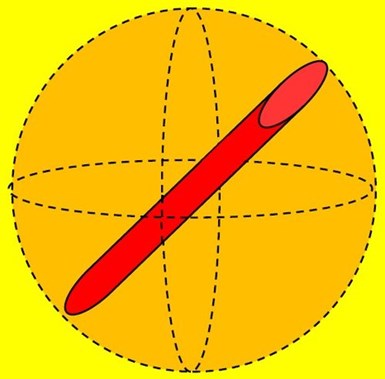
图8正则表达式显示卷积范围,红柱沿x、y和z轴旋转6
振动处理期间,部件会移动并用媒体大方形联系6正则滚动期间,一个部件,不论大小形状,都将在量域内按最长或长度刻入xxxxz轴旋转8 振动处理中,偶数旋转相对于x、y或z轴是随机和不分青红皂白的。然而,我们可以假设,在整个过程周期中,它与媒体质量的对齐将与其x、y和z轴相统一分布
媒体力应用到部分的某个区域 问题产生...哪个区段在特定时段联系未知实体, 因为我们看不到媒体质量中瞬时对齐,
但也有可能计算段平均面积句法旋转整个处理周期 平均面积由媒体随时强力联系
示例示例:平均部分面积
假设Fig红色圆柱8分8分内长输入宽度加2平均面积可用最小嵌入盒的分量确定,如果表板平面如下:
平均片段计算
1. 面积长度1:2面2英寸/8英寸/32英寸2
2. 面积长度2(2面1英寸8英寸)=16英寸2
区域端数:2端数(1英寸.2英寸)=42
4. 全部O.D.区域=522
因此,任一时间平均接触区为:
5 52英寸2六面=8.672
正因如此,我们可以平均表示 8.672时段均由媒体强连通 。 使用此模型计算形段平均面积时可用 。 简单取最小矩形框维值嵌入段
平均面积假设
注意对以上平均面积计算必须作两个假设。
- 原型配置部件的精度面积可能比框内可封装它的区域大小点。尽管这可能是事实,使用平均面积而非精确面积将足以比较振荡处理室同机效率
- 封装部分的盒体积有四轴x轴或长边。乘以两面之和平均长度区数,我们可以判定介质接触平均长度区数,当部分面向x轴时,介质介质介质介质介质介质介质介质介质介质介质介质介质介质介质介质介质
离心力效果
离心桶和离心盘组件离心力减少处理时间4并常见于整理部位(图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二图二9).

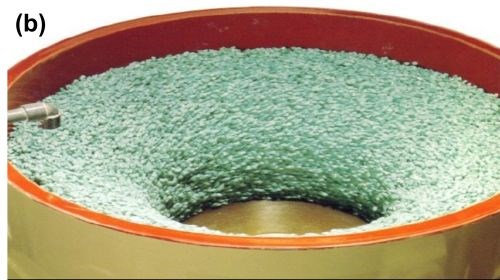
图9离心桶编译器离心盘整理器
传统振荡碗中,介质轴力生成极微小离心力106
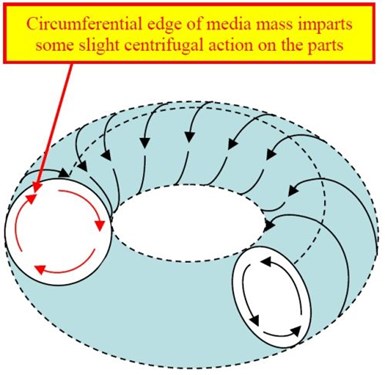
图10大规模滚动动作和轴离心力定位6
传统离心力公式表示F=mv2/r组合传统机械工程公式F=ma离心力公式我们可以生成新公式,用以判定振动处理期间对部分平均表面积应用的强度。新媒体接触力公式显示为:
MCF=m/g/v2/r)
公式变量显示 :
m=lb媒体列平均面积以上
g级=重力常量32ft/sec2
V级= 偏速乘秒
R=半径媒体大全
公式有用,因为它允许振动运算符更充分地理解下列变量如何影响振动碗性能:
1. 不同媒体密度不同
二维速度快速碗比慢碗
不同的碗加不同信道
4. 微分诱导媒体radi
判定MCF变量
四种变量必须替换为MCF公式以确定媒体接触力。
m=媒体质量变量
计算上方应用媒体质量磅举例
1. 表1显示HDNA介质密度
2. 平均段面积前计算5
3 45ft3维布拉托盘装时36平方公尺3介质图4+5
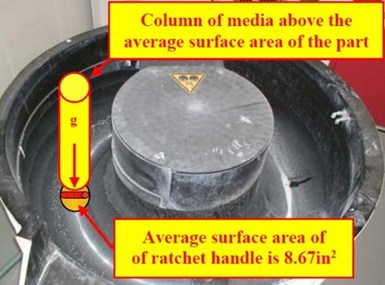
图11介质列超出平均表面积
媒体应用重等值媒体列平均表面面积上方的权值。对于此值和所有后续使用MCF公式计算,将假设部件居于通道底部,与通道双切圆相容(Fig)11点11分
判定介质列比平均部分面积高的权值 :
1. 重量权值
2. 从表1:13HDNA=125磅/ft3
平均面积 = 8.672
卷列平均片段
a.867英寸2=216.753
b.216.75英寸3+++++++++++++++++++++++++++++++++++++++++++++3/ft3=0.125平方公尺3
质量=0.125ft3125lb/ft3=15.63lb
V=速度部分变量
比例速度471 in./min, 与Fig讨论转换ft/sec
+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
建立媒体接触力计算标准控制模型
The standard control model for this example or any vibratory room, is the ideally set-up vibratory bowl. That is, the vibratory bowl that has the optimum velocity, media density and media level for the processing cycles being used. Substituting the variables just determined into the MCF formula, we will establish a standard control model for this paper. This model then becomes the standard against which other bowls are compared or the standard against which the bowl itself is compared in the future as operating conditions change. The MCF formula will be utilized to determine the pounds of media force applied to the average part surface area during finishing.
MCF变量标准控制
1. 45ft3碗道直径25=2.08ft
通道半径=2.08ft
重力=32ft/sec2
质量应用介质=15.63lb
质量速度=0.654ft/sec
MCF标准控件计算
MCF=m/g/v2/r)
=[15.63lbQ32ft/sec2][(0.654 ft/sec)2+1.04ft
=0.488lb./ft/sec20.428ft2/sec2++1.04平方公尺万事通
=0.488磅/ft/sec2)(0.412ft/sec2)
MCF=0.21lb媒体接触力
理解它同振动系相似碗性能相关, 现用MCF计算应用媒体力的磅数, 三大对比实例与正常振动室操作条件相关
MCF实例1:媒体损耗效果
举个例子,我们假设标准控波盘仅因介质量2而改变下调媒体损耗 。 微量媒体量低是大多数振荡式部门常见的无效性 。 所有确定标准控制碗状况的其他变量将在本例子中保持原样 。
媒体损耗的即时效果是介质列超出平均表面积短化 。此示例中列为23高比25高标准控制状态
二次效果是垂直滚动圆圈环短,因为通道媒体直径目前只有23分
媒体质量直径23表示垂直滚动从78.5下降++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
1. 媒体质量半值=232 = 11.5 = 0.96
垂直距离(4)(72.22插件)=289插件
水平距离移动=157
V=距离分钟446分/min=37.17分/min=0.62分/sec
短列介质高于平均表面积部分减少介质权值超出部分计算如下:
卷数=8.67223插件=199.41插件3=0.115平方公尺3媒体
2. 重量=0.115平方公尺3125lb/平方公尺3=14.38磅
实例号1MCF计算2媒体损耗
MCF=m/g/v2/r)
=14.38lb+32ft/sec2][(0.62 ft/sec)20.96ft
= 0.449lb./ft/sec20.38ft2/sec20.96平方公尺万事通
=0.449磅/ft/sec2/0/40ft/sec2)
MCF=0.180lb媒体接触力
MCF实例2:媒体密度效果
在此示例中,我们将假设所有变量均等同标准控波盘状况,除非表1填表HDNA介质外,电波盘填加聚变塑料介质为65lb/ft3媒体密度变化将如何影响平均面积媒体接触力
介质质量直径不变为25英寸。因此垂直滚动距离不变为78.5英寸。然而,塑料介质较轻密度显著改变介质重量磅数,介质列高于平均面积部分:
卷数=8.672=216.753=0.125平方公尺3媒体
2. 重量=0.125平方公尺3565lb/平方公尺3=8.13lb
实例号2MCF计算:较轻密度介质
MCF=m/g/v2/r)
=[8.13lb+32ft/sec2][(0.654 ft/sec)2+1.04ft
= 0.254磅/ft/sec20.428ft2/sec2++1.04平方公尺万事通
=0.254磅/ft/sec2)(0.412ft/sec2)
MCF=0.105lb媒体接触力
MCF实例3:质速变化效果
In this example, we return to the standard control operating conditions and make one variable change, assuming the four rolls per lap now requires 75 seconds instead of 60 seconds. This is a typical operational change in a vibratory department that can occur when a new processing run of parts is added to the bowl and the new load of parts weighs more than the original load of parts. In such instances the vibratory bowl is now moving more weight and as a result the rolling rate of the mass decreases. How will this change affect the media contact efficiency and therefore the process efficiency of the cycle?
速度计算变化如下:
时间=60秒+75秒+0.80
速度=471/min/0.80=377./min=31.42ft/min=0.524ft/sec
实例号3MCF计算慢质量速度
MCF=m/g/v2/r)
=[15.63lb+32ft/sec2[(0.524ft/sec)2+1.04ft
=0.488lb./ft/sec20.275ft2/sec2++1.04平方公尺万事通
=0.488lb/ft/sec2)(0.264 ft/sec2)
MCF=0.129lb媒体接触力
MCF效率比较:标准控制三大例子
比较时,查找标准控制状态应用媒体力值和表2刚计算的三个例子
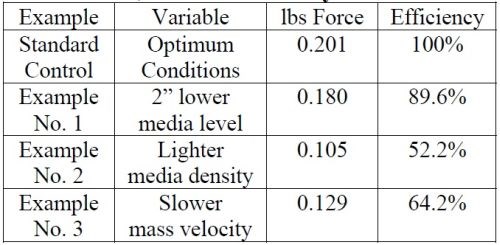
表2-MCF效率差异
假设标准控波盘场景经过适当审核,是震波室内所有相似大小震波盘最优操作条件,对每个碗进行MCF计算将显示媒体接触力如何因碗对碗而大相径庭。 曾常点变量现在可用以理解性能低效并帮助提高室性能
讨论结果
建立振荡系时,关键是要建立最高效并因此最优操作条件。 很显然,这对于确保机房以峰值效率运行和生产吞吐量最大化实现可耗成本效率都十分必要。
由体积移位决定的振动碗组中,每组内有一组运算特征,与质量速度、通道媒体深度和所用媒体密度相关联。 当标准控制状况确定后,可将体积相同的其他碗类比为标准控制碗类,用MCF判定处理时间因碗逐波变化的原因
振荡式碗操作条件前用振荡式计数法记录 。虽然放大计法对采集机搭建最基本元素有用,但无法用振荡式计法判定相邻机器间性能差异并有不同的处理周期时间 。当运算符试图匹配生产周期并分优逐端运行多机时,这是一个令人发疯的混淆问题 。通过微量测法判定质量速度和缺失介质深度,MCF计算法现在可应用到相邻量相同的机器以理解性能差异
上文已经提到,因自然减员而损失媒体量是振荡碗整理中最常发现的性能退化特征之一。 例1MCF显示仅2损失有多大媒体深度可使用机器性能。这种损耗在大多数振荡室几乎不为人注意,更不用说通过及时添加新媒体来保持媒体水平解决了。然而机器性能的退化会不受约束地持续运行,持续运行,直到发现时间长得多。MCF使用现在可用计算前反映效率损耗假设的答案
类似地,例2中MCF计算方法可用于观察介质密度变化会如何影响处理效率。有些情形需要使用轻或重密度介质。通过使用MCF,现在有可能预测振动处理周期的延长或缩短
假设碗慢滚动速度,如例3所示,重件放入碗中的结果,过去测量碗操作特征的唯一方法就是使用放大计。但通过使用MCF,现在有可能理解处理时间的延长方式,慢速度的结果

表3预测周期差前三个例子关联到1小时
表3允许我们查看三大比较实例预测处理时间变化
结论
动态整理效率取决于数个变量,这些变量绝对协同关联性强。本论文确定了最关键变量,描述测量程序并引入公式,量化计量变量可替换生成质量重要性能信息
论文还显示媒体深度等变量变化如何协同相联行程和大规模速度。前称运算符可能假设两者间有关系,但在捕捉和量化假设时无能为力。MCF推介出工具
优化振荡室性能对时间和耗用效率至关重要 注意操作细节对保持效率很重要, 现在有可能不仅理解这些变量的存在,而且还使用这些变量产生性能优异性或尽可能纠正缺陷
引用
1.J.卢卡斯实战科学网站Force质量加速:牛顿二法运动June,2014www.livescience.com/46560-newton-second-law.html .
海洋技术.com图片U.K.精锐级SSN核潜艇2002年
3W.P.Nebiolo,“易于理解测量振荡速度和优化振荡处理效率技术”,程序设计师SUR/FIN '07克利夫兰OH2007
4.W.P.Nebiolo,“各类批量处理技术优缺点比较”,程序设计师SUR/FIN '09Louisville KY,2009年
WP.P.Nebiolo,“估计透水处理动能填充过程总固化负担”,程序设计师SUR/FIN11脱机RosemontIL,2011年
6.W.P.内比洛市REM培训手册版九九脱机REM化学公司南灵顿市十二月30,2014
7网站subsim.com网站广播室论坛静默猎人、潜望镜和天线修复图像
脚注
校对作者
威廉P内比洛
REM表面工程
西皇后街325号
Southington,CT06489
电话:(860)621-6755
手机:(860)985-3758
电子邮件: wnebiolo@aol.com
关于作者

He joined the NASF as a member of the Waterbury Branch of AES in 1978. Working his way through the branch officers' chairs, Bill served as Waterbury Branch President 1984-85 and was appointed Branch Secretary in 1991. Bill spearheaded the merger of the Waterbury, Bridgeport and Hartford Branches into the Connecticut Branch in 2004, then petitioned and was awarded branch certification through AESF National. Bill was immediately appointed Connecticut Branch Secretary and remains in the role to this day. He has represented the Connecticut Branch as a NASF National Delegate, has served as a technical chair at several NASF SUR/FIN technical sessions was awarded an NASF National Award of Merit in 2010 and in 2012 was elevated to the position of Connecticut Branch Honorary member.
至今,Bill在各类技术杂志上发表了十多篇论文,并在技术大会和研讨会上提出了20多篇论文,从1996-2000年起Bill在二打多期培训课上担任中小企业大规模完成技术培训教程教程之一,Bill是SME大规模完成培训书和REM培训手册的编写者,该手册现编为第九版
相关内容
Glass比德复用预处理
使用爆破准备电镀的最佳做法是什么?Angelo MagroneBales金属表面解决方案讨论玻璃珠外爆
Buffing和Poling:速度需求
正确外围速度是获取自扣操作正确结果的重要考量转速过快或过慢可能会损耗bff或工作机
手艺卫生无渣钢
初级素数类型 使用卫生应用设备













